枕式包装机切削深度的选择:切削深度αp应根据加工余量确定。粗加工时,除留下精加工的余量外,应尽可能一次走刀切除全部粗加工余量。这不*能在保证一定耐用度的前提下使切削深度、进给量、切削速度V的乘积大,而且可以减少走刀次数。在加工余量过大或工艺系统刚度不足或刀片强度不足等情况下,应分成两次以上走刀。这时,应将次走刀的切削深度取大些,可占全部余量的2/3~3/4;而使第二次走刀的切削深度小些,以使精加工工序获得较小的表面粗糙度参数值及较高的加工精度。枕式包装机制造商要注意设备运行时可能会受到包装材料的拉伸等因素的影响,使得封切位有所误差。深圳瓶子枕式包装机哪家好

枕式包装机合适定位色标与正确的光电遮光反射式传感器测量色标方法,就可以进行色标对标与调整。按上述原理与方法设计的枕式多功能包装机,配上微电脑控制的纸长设定调节以及色标定位系统,彻底解决了全自动光电定位问题。系统高速运平稳可靠,封切准确,是目前、理想的机型之一,性能稳定可靠,节电高效,包装效果好,结构新颖美观,操作维修方便等特点,可适用于任何薄膜的封口包装。比以往的包装机性能更好,包装效果更好,放心使用。广州日化品枕式包装机售后保障目前市面上的包装设备种类繁多,包括真空包装机、拉伸膜式包装机、给袋式包装机、枕式包装机等等。
枕式包装机工件上形成的表面:在切削过程中,在工件上形成已加工表面、加工表面和待加工表面。已加工表面指已经车去多余金属而形成的新表面。待加工表面指即将被切去金属层的表面。加工表面指车刀切削刃正在车削的表面。2、切削用量三要素是指切削深度、进给量和切削速度。1)切削深度:ap=(dw-dm)/2(mm)dw=未加工工件直径dm=已加工工件直径,切削深度也就是我们通常所说的吃刀量。切削深度的选择:切削深度αp应根据加工余量确定。
枕式包装机工件定位后,使其在加工过程中保持定位位置不变的操作,称为夹紧。夹具中使工件在加工过程中保持定位位置不变的装置,叫夹紧装置。②、夹紧装置应符合以下几点要求:夹紧时,不应破坏工件的定位;夹紧后,应保证工件在加工过程中的位置不发生变化,夹紧准确、安全、可靠;夹紧动作迅速,操作方便、省力;结构简单,制造容易。③、夹紧时的注意事项:夹紧力大小要适当,过大会造成工件变形,过小会使工件在加工过程中产生位移,破坏工件定位。枕式包装机自身具有稳定性。

枕式包装机工件的安装方式为了在工件的某一部位上加工出符合规定技术要求的表面,在机械加工前,必须使工件在机床上相对于工具占据某一正确的位置。通常把这个过程称为工件的“定位”。工件定位后,由于在加工中受到切削力、重力等的作用,还应采用一定的机构将工件“夹紧”,使其确定的位置保持不变。使工件在机床上占有正确的位置并将工件夹紧的过程称为“安装”。工件安装的好坏是机械加工中的重要问题,它不*直接影响加工精度、工件安装的快慢。枕式包装机需要提升设备的智能化,在设备中植入伺服技术,促使设备向智能化、网络化、模块化、数字化发展。深圳瓶子枕式包装机哪家好
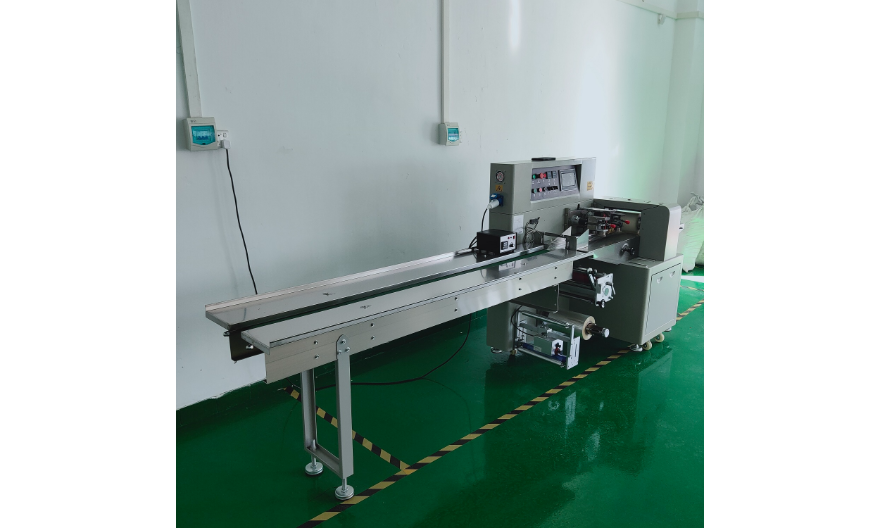
新智元的枕式包装机节电高效,收缩效果好,结构新颖美观。深圳瓶子枕式包装机哪家好
枕式包装机色标定位对标对包装材料、光电检测方法、色标的印刷等都提出一定的要求。就包装材料而言,要求有较高的密度,滑度厚度均匀、而且要有一定的抗拉伸能力。光电检测方法随不同的包装材料有透射式和反射式两种。透射多用于透明包装材料的检测,而反射式则用于难以透光或不能透光的包装材料的检测。通常高速度的包装机设计,大多采用反射式光电检测方法,因为它具有较高的检测灵敏度。对色标印刷要求,定位色标必须能有遮光或通光的作用,同时随包装产品的大小和检测方法的不同,定位色标要有足够的遮光面积,以保证光电检测时信号的可靠性。有了良好的包装材料。深圳瓶子枕式包装机哪家好
广东新智元机械设备有限公司是一家集研发、制造、销售为一体的高新技术企业,公司位于广东省东莞市长安镇永业一街3号3号楼101室,成立于2020-06-08。公司秉承着技术研发、客户优先的原则,为国内{主营产品或行业}的产品发展添砖加瓦。主要经营封切机,收缩机,袖口机,封箱机等产品服务,现在公司拥有一支经验丰富的研发设计团队,对于产品研发和生产要求极为严格,完全按照行业标准研发和生产。我们以客户的需求为基础,在产品设计和研发上面苦下功夫,一份份的不懈努力和付出,打造了鸿智元产品。我们从用户角度,对每一款产品进行多方面分析,对每一款产品都精心设计、精心制作和严格检验。封切机,收缩机,袖口机,封箱机产品满足客户多方面的使用要求,让客户买的放心,用的称心,产品定位以经济实用为重心,公司真诚期待与您合作,相信有了您的支持我们会以昂扬的姿态不断前进、进步。





