- 品牌
- 卫凯特
- 型号
- DN50
- 是否定制
- 是
- 配送方式
- 物流运输
金属软管的尺寸偏差怎么确认?软管长度极限偏差只允许正偏差,不允许负偏差,应符合如下规定(单位mm):软管长度L=100~400,长度极限偏差△L=+20;软管长度L>400~800,长度极限偏差△L=+30;软管长度L>800~1200,长度极限偏差△L=+45;软管长度L>1200~2000,长度极限偏差△L=+60;软管长度L>2000~3000,长度极限偏差△L=+70;软管长度L>3000~4000,长度极限偏差△L=+80;软管长度L>4000~6000,长度极限偏差△L=+90;软管长度L>6000,长度极限偏差△L=+1.5%L。软管接口尺寸应符合图样及相关标准规定。 哪里的不锈钢金属软管便宜?山西耐低温金属软管哪里买
双层保温型金属软管:双层保温金属软管是指除了正常输送介质外,还附加了一种对所输送介质进行加热冷却或保温的软管。双层保温金属软管一般输送粘度较大、常温下不易流动而需加热输送的介质;或在零下为液态而在常温时易汽化、需要保温的介质。产品特点:1.双层保温金属软管的设计、制造、验收均特合GB/T14525-2010波纹金属软管通用技术条件》的规定。2.平焊法兰标准为B/T81-2015,松套法兰标准为B/T83-2015,也可根据客户要求设计制造。型Type3.材质为碳钢(Q235-A),连接形式忙号为C;不锈钢时为F。4.工作温度-196~+450C5.工作压力等级0.6Mpa、1.0Mpa、1.6Mpa、0.5Mpa、4.0Mpao6.两个小法兰的相对位置为180o,小法兰的高度和距大的法兰的距离,由甲方订货时提出。青海金属软管什么价格不锈钢金属软管规格型号怎么选?

耐磨型金属软管:NMR型耐磨金属软管是我厂结合治金行业实际情况采用先进技术,自行研制而成。我公司所生产的耐磨金属软管广泛应用于炼铁的喷煤系统,炼钢精煤炉,高炉冷却壁与冷却水管之间的联接以及其它输导固体物料的场合。该耐磨金属软管避免了使用胶管时,胶管裁面被迫变为椭圆,流通面积缩小,影响流量等缺点,且在高速流动的颗粒磨损下,具有磨损小,使用寿命长等特点。产品特点:1.耐磨金属软管的设计、制造、验收均符合GB/T14525-2010《波纹金属软管通用技术条件》的规定。2.平焊法兰标准为B/T81-2015,松套法兰标准为JB/T83-2015,也可根据客户要求设计制造。3.材质为碳钢(Q235-A),连接形式代号为A;不锈钢时为F。
真空软管如何测试:一、准备工作在进行软管真空测试前,需要先准备好以下工具和材料:1.真空泵:可以是手动泵或电动泵,根据需要选择。2.真空表:用于测试软管内部的真空程度。3.软管:待测试的软管,需要保证软管没有破损或老化。4.接头和夹具:用于连接软管和真空泵、真空表。5.橡胶垫片和螺丝:用于固定软管和接头。二、步骤1.安装软管:将软管连接到真空泵和真空表,使用接头和夹具固定。2.测试软管:打开真空泵,将软管内的空气抽出,直到真空表读数稳定不变,一般应达到。3.观察真空表读数:如果真空表读数无法达到稳定,可能是软管内部有泄漏点。此时需要检查软管是否有破损或老化,或者检查接头是否松动。4.检查软管连接处:用手操纵软管,观察接口处是否有气泡冒出,如果有,则说明软管连接处有泄漏点。5.排除泄漏:如果发现有泄漏点,需要及时更换软管或接头,并重新进行真空测试。 哪家不锈钢金属软管好?
金属软管使用注意事项:一、金属软管的规定长度金属软管的规定长度通常由客户选择或相关标准进行规定。一般来说,金属软管的长度应根据具体使用场合和需求进行选择。特别是在使用高压气体或低温液体时,需要选择更长的金属软管,以保证安全性和使用效果。此外,在安装金属软管时,应将其长度计算在内,以保证其在使用过程中不发生过度拉伸。根据相关规定,金属软管的使用长度不应超过其额定长度的80%。二、金属软管使用注意事项1.避免金属软管过度拉伸:在安装时应保证软管的长度不会超过其额定长度的80%,避免过度拉伸导致软管断裂。2.注意金属软管的弯曲半径:金属软管的弯曲半径应根据具体情况进行选择,在使用过程中应避免过度弯曲。否则,会影响软管的使用寿命。3.禁止金属软管过度扭曲:过度扭曲会导致金属软管变形、损坏和漏气等问题。因此,在使用过程中应避免金属软管过度扭曲。4.避免金属软管振动:高速气流或液体流动可能会导致金属软管振动,进而影响其使用效果和寿命。因此,在使用过程中应尽可能减少软管的振动。5.定期检查金属软管:为保证安全和使用效果,应定期检查金属软管的状态,包括软管的外观、气密性和连接件等细节。若出现问题应及时更换。 不锈钢金属软管都有什么规格?广西防静电金属软管一般多少钱
卫生级卡盘不锈钢金属软管厂家直销!山西耐低温金属软管哪里买
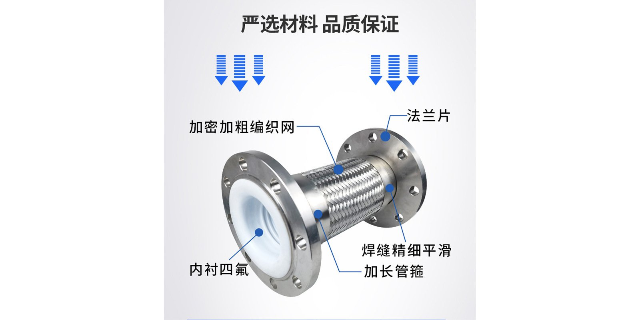
卫凯特高压金属软管:因常规金属不能承受较高压力,能承受较高压力的橡胶软管不能承受低温、容易老化等因素,高压金属软管应运而生。我公司结合材料特性,改进焊接工艺,1.将内管与波纹管组焊,气检不漏;2.在波纹管上编织3层以上不锈钢丝网套;3.不锈钢丝网套的端部且位于不锈钢丝网套的外部套设有套环,在套环和波纹管之间的区域放入钎焊材料;4.将套环收缩使不锈钢丝网套紧贴在内管上且使钢丝断面不变形或变形小;5.高温熔化钎焊材料进行焊接.此种工艺优点和效果是:钎焊材料渗透于套环,不锈钢丝网套及内管之间,收缩套环,使钎焊材料将整体结构更稳定地结合,不锈钢丝网套的几百根甚至上千根钢丝一致受力,解决了多层不锈钢丝网套受力不均匀的问题,使高压情况下金属软管保持良好性能.卫凯特高压金属软管广泛应用于航空航天、石油化工等行业,得到了客户一致认可。 山西耐低温金属软管哪里买
- 浙江品质金属软管激光打标要求 2024-09-23
- 杭州耐低温金属软管安装注意事项 2024-09-23
- 杭州品质金属软管安装要求有合理伸缩余量 2024-09-23
- 上海金属软管常用材料 2024-09-22
- 上海品质金属软管如何保证多层网套受力均匀 2024-09-22
- 浙江金属软管多层网套焊接要点 2024-09-22
- 山东金属软管定制厂家 2024-09-21
- 杭州品质金属软管自动氩弧焊接要点 2024-09-21
- 山西金属软管咨询报价 2024-09-21
- 辽宁金属软管定制厂家 2024-09-20
- 苏州不锈钢金属软管如何控制电流防止内部出现焊瘤 2024-09-20
- 上海耐腐蚀金属软管同一部位不能超过两次焊接 2024-09-18


