不黄变单体 H300 的生产成本相对较高,这在一定程度上限制了其市场应用范围的进一步拓展。一方面,生产原料的价格波动以及获取难度较大,增加了生产成本。一些环保型生产工艺,如尿素法,虽然在环保方面具有明显优势,但由于技术尚未完全成熟,生产过程中的能耗较高、产品收率较低,导致生产成本居高不下。另一方面,为了满足市场对产品高性能的要求,企业需要不断投入研发资金进行技术创新和产品升级,这也进一步提高了产品成本。为应对成本问题,企业可从多个方面着手。在原料采购环节,与供应商建立长期稳定的合作关系,通过大规模采购、签订长期合同等方式,降低原料采购成本,并加强对原料价格波动的风险管理。在生产工艺改进方面,加大对环保型生产工艺的研发投入,优化工艺参数,提高产品收率,降低能耗。企业还可以通过技术创新,开发新型催化剂或反应助剂,提高反应效率,降低生产成本。在产品设计阶段,通过优化产品配方,在保证产品性能的前提下,合理调整H300的使用比例,寻找性能与成本的比较好平衡点。
新能源领域是H300较主要的应用领域,占其总消费量的35%以上,主要包括风电叶片、新能源汽车、光伏组件三个细分方向。在风电叶片领域,H300用于制备环氧胶粘剂与复合材料,其优异的耐候性与力学性能确保叶片在户外恶劣环境下使用寿命达到20年以上,目前金风科技、远景能源等风电巨头均采用H300作为重心固化剂;在新能源汽车领域,H300用于电池包灌封胶、IGBT模块封装材料,其高导热、高绝缘性能可提升电池安全性与散热效率,已成为宁德时代、比亚迪等企业的指定原料。在光伏组件领域,H300用于制备光伏背板的环氧涂层,其耐紫外线、耐湿热性能可确保背板在户外暴露25年以上不老化,提升光伏组件的使用寿命。此外,H300还用于氢能燃料电池的环氧密封材料,其耐氢脆、耐高温性能可保障燃料电池的长期稳定运行,为氢能产业的发展提供材料支撑。苏州异氰酸酯H300厂家H300 固化剂能有效降低材料的收缩率,减少变形风险。
工业级己二胺的纯度需达到99.8%以上,杂质含量控制在0.2%以下,因为杂质中的1,5-戊二胺会与环己酮发生副反应,生成单取代胺类杂质,影响H300的对称性与反应活性。因此,原料预处理阶段需对己二胺进行精密精馏,在190-200℃、0.1MPa的条件下去除低沸点杂质,确保纯度达标。环己酮的预处理主要是去除其中的水分与过氧化物,采用分子筛吸附法将水分含量降至0.05%以下,避免水分与己二胺发生水解反应;通过添加亚硫酸钠还原剂,将过氧化物含量降至0.01%以下,防止其在后续加氢反应中破坏催化剂活性。催化剂(如缩合反应所用的离子交换树脂)需提前进行活化处理,通过酸液浸泡提升其催化活性;加氢用雷尼镍催化剂则需在惰性气体保护下进行活化,防止与空气接触发生自燃。
加氢反应后的粗产物中含有H300、过量环己酮、催化剂及少量杂质(如单取代胺、环己醇),需通过后处理提纯环节去除,以获得高纯度产品。后处理流程主要包括催化剂分离、溶剂回收、精馏提纯三个步骤。催化剂分离采用陶瓷膜过滤法,过滤精度为0.2μm,确保催化剂完全去除,过滤后的催化剂经再生处理后循环使用。溶剂回收采用真空蒸馏法,在80-90℃、0.05MPa的条件下将环己酮与H300分离,环己酮回收率可达99%以上,回收后的环己酮经精制后可重新用于缩合反应。H300 固化剂能优化材料的机械性能,使其更具韧性。

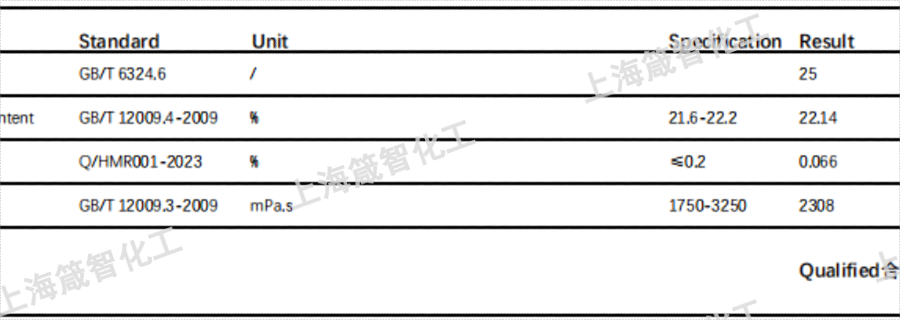
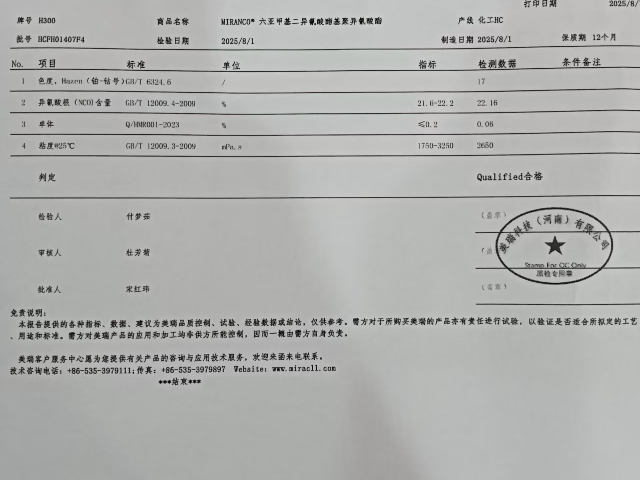
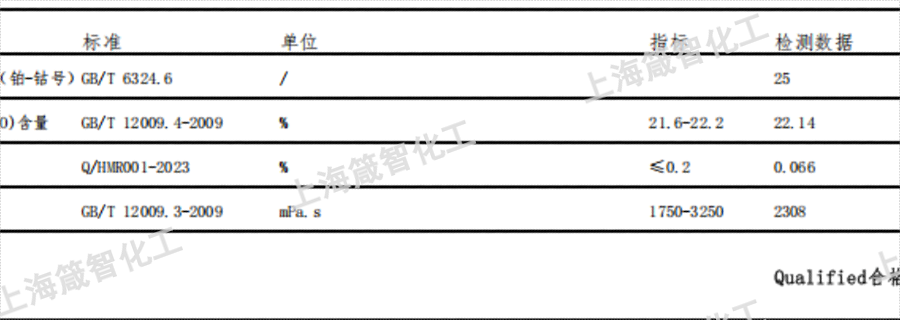
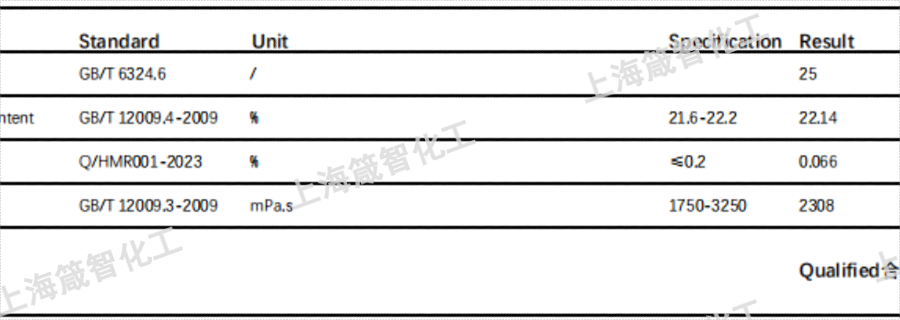
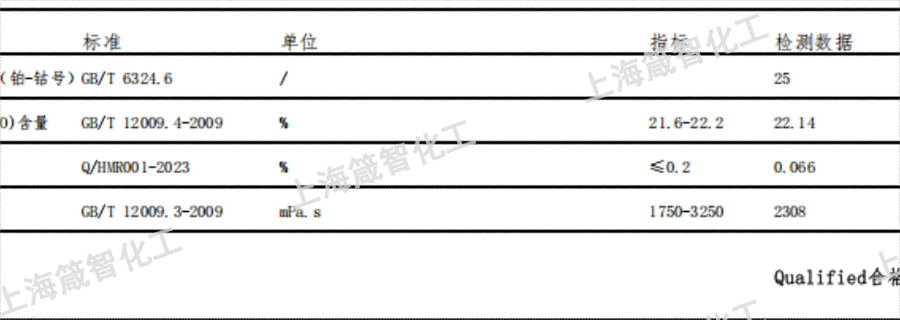
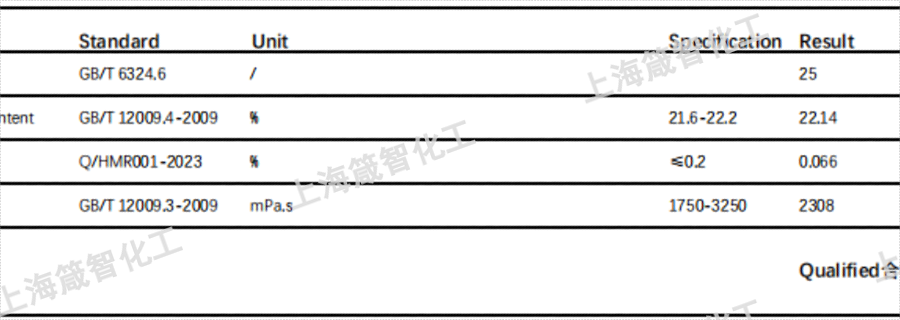
精馏提纯是提升H300纯度的关键步骤,采用双塔精馏工艺:***精馏塔去除低沸点杂质(如环己醇、未反应的己二胺),塔顶温度控制在120-130℃;第二精馏塔去除高沸点杂质(如H300二聚体),塔顶温度控制在220-230℃,真空度为0.001MPa。通过双塔精馏,H300的纯度可提升至99.5%以上,氨基值达到390-400 KOH mg/g。成品需进行严格的质量检测,包括外观、纯度、氨基值、粘度、水分含量等指标,检测合格后采用200L不锈钢桶密封包装,桶内充氮气保护,防止运输与储存过程中吸潮变质。每批次产品需附带质量检测报告,明确各项指标参数,确保符合客户应用需求。H300 固化剂可与不同颜色的颜料兼容,不影响产品色泽。浙江不黄变单体H300技术说明
H300 固化剂可用于制造高性能的胶粘剂。湖北异氰酸酯耐黄变聚氨酯单体H300厂家现货
在功能化方面,针对新能源汽车电池包灌封材料的需求,开发出低粘度(25℃粘度≤60 mPa·s)、高导热(固化后导热系数≥0.8 W/(m·K))的H300复合固化剂,其与环氧树脂配合后形成的灌封材料可有效提升电池的散热性能;针对航空航天领域的轻量化需求,开发出低挥发(挥发分≤0.1%)、低收缩(固化收缩率≤0.2%)的航空级H300,确保环氧复合材料的尺寸精度与结构稳定性。绿色生产技术实现重大突破:采用无溶剂缩合工艺,彻底摒弃传统甲苯溶剂,实现VOC零排放;开发“缩合-加氢”一体化连续装置,将生产周期从原来的18小时缩短至6小时,生产效率提升3倍;通过新型催化剂的研发,将加氢反应压力从4.0MPa降至2.5MPa,降低了设备能耗与投资成本。同时,H300的副产物回收利用技术取得进展,将缩合反应产生的废水经处理后提取己二胺,实现了原料的循环利用,提升了产业的绿色化水平。湖北异氰酸酯耐黄变聚氨酯单体H300厂家现货