- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
MES系统将更加注重人工智能、机器学习等先进技术的应用,实现生产过程的自主优化和智能决策。通过引入这些技术,MES系统能够自动分析生产数据、预测生产需求、优化生产计划等,提高企业的生产效率和盈利能力。同时,MES系统还将与物联网、大数据等技术进行深度融合,实现生产过程的全方面感知和智能控制。为了满足不同企业的生产需求和业务特点,MES系统提供了定制化与个性化服务。企业可以根据自身的生产流程、工艺要求等定制MES系统的功能模块和界面风格,使系统更加符合企业的实际需求。Mes在生产活动的供应链管理中有帮助。山东mes系统排名
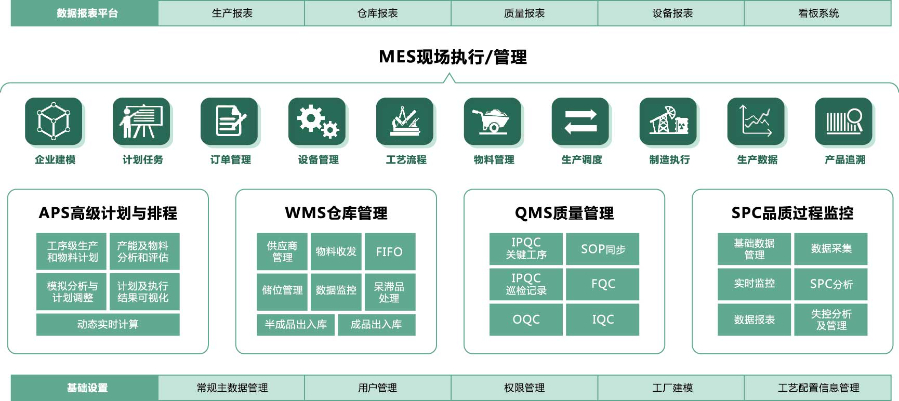
MES系统,即制造执行系统,是制造业信息化领域中的关键组成部分。它位于企业资源计划(ERP)与过程控制系统(如PLC、DCS等)之间,起到桥梁与纽带的作用。MES系统通过实时采集、监控、分析生产现场的数据,优化生产流程,提高生产效率,确保产品质量,降低生产成本。在智能制造和工业4.0的背景下,MES系统的重要性日益凸显,成为提升企业竞争力的关键手段。MES系统通常包含多个关键功能模块,如生产计划与调度、物料管理、质量管理、设备管理、人员管理、数据采集与集成等。上海erp与mes精益制造:推动企业向精益制造转型,实现持续改进和效率提升。
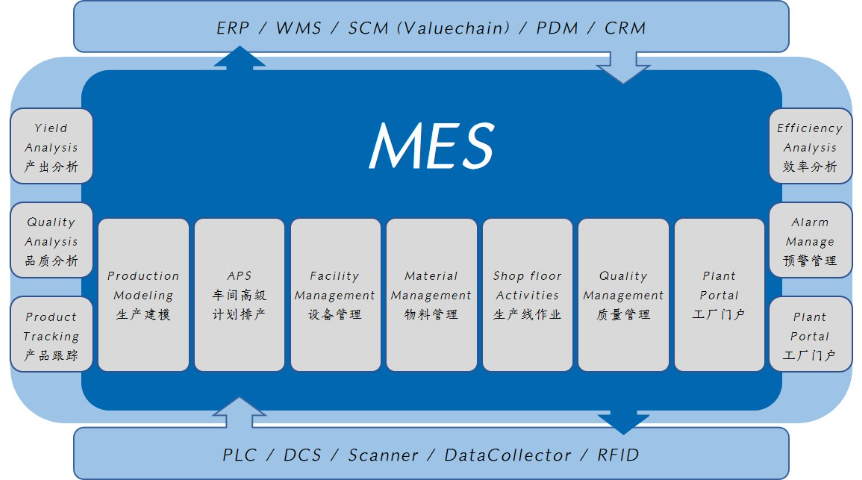
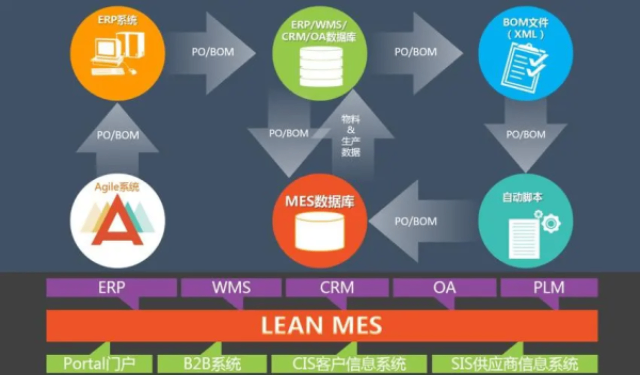
MES系统不只具备强大的数据收集和处理能力,还能通过数据分析为企业的生产决策提供支持。它能够对生产过程中的各类数据进行深入挖掘和分析,发现生产过程中的瓶颈和问题,并提出相应的改进建议。同时,MES系统还能通过预测分析,为企业的生产计划和资源配置提供科学依据。MES系统通常需要与企业的其他系统进行集成和协同工作,如ERP、SCM、CRM等。通过集成和协同,MES系统能够与其他系统共享数据和信息,实现业务流程的自动化和协同化。这种集成和协同不只能够提高企业的运营效率,还能降低企业的运营成本和风险。
设备管理是MES系统不可或缺的一部分。它通过实时监测设备的运行状态,对设备进行预防性维护和故障预测。MES系统能够记录设备的运行历史、维修记录等信息,为设备的维护和管理提供数据支持。此外,MES系统还能通过优化设备调度和使用,提高设备的利用率和生产效率。物料管理是MES系统的重要组成部分。它通过对物料的采购、库存、使用等过程进行管理和控制,确保物料的及时供应和合理利用。MES系统能够实时跟踪物料的库存情况,根据生产需求自动生成物料需求计划,并通过与供应商、仓库等部门的协同,实现物料的及时采购和配送。Mes在生产系统的安全保障中有意义。
MES系统的发展经历了从较初的简单数据收集到如今的全方面智能化管理的转变。早期MES系统主要关注生产数据的实时采集和监控,而随着技术的进步和制造业的发展,现代MES系统已经发展成为集生产计划、调度、执行、监控、分析于一体的综合管理系统。它不只能够实时反映生产现场的状况,还能通过数据分析和预测,为企业的生产决策提供支持。MES系统的架构通常包括数据层、应用层、用户接口层等。数据层负责收集、存储和处理生产过程中的各类数据;应用层则提供生产计划、调度、执行、监控等功能模块;用户接口层则为用户提供友好的操作界面。此外,MES系统还可能包括与其他系统(如ERP、SCM等)的接口,以实现数据的共享和交互。有效管理设备、人力和物料,确保生产过程的顺畅进行。广东mes案例
Mes在生产环节的人才培养中有联系。山东mes系统排名
MES系统的定制化与可扩展性是满足企业不同需求的关键。不同的企业有不同的生产流程和管理需求,因此MES系统需要具备一定的定制化能力,以适应企业的实际情况。同时,随着企业的发展和变化,MES系统还需要具备良好的可扩展性,以便企业能够根据实际情况对系统进行升级和扩展。这种定制化与可扩展性能够确保MES系统始终与企业的发展保持同步。MES系统的实施与运维服务是确保系统稳定运行和发挥价值的关键。在实施过程中,企业需要选择专业的实施团队,对系统进行定制化开发和配置。同时,企业还需要对员工进行培训和推广,提高员工对系统的使用熟练度和认可度。山东mes系统排名
- 江苏mes软件服务 2026-03-29
- 成都电子装配mes系统软件 2026-03-24
- 辽宁mes系统怎么收费 2026-03-24
- 贵州mes生产制造执行系统 2026-03-22
- 河南mes现场管理系统 2026-03-21
- 山东mes管理系统 2026-03-21
- 辽宁mes一体化管理系统厂家 2026-03-19
- 天津mes软件系统 2026-03-18
- 河北mes和erp 2026-03-18
- 湖南mes系统供应商 2026-02-12
- 山西mes现场管理系统 2026-02-11
- 福建mes看板 2026-02-11

