
- 品牌
- 诺荣
- 型号
- 齐全
机器视觉检测设备发展导读:20世纪60年代,机器视觉检测设备开始在国外研究。后来随着大规模集成电路发展,视觉系统开始走向实用化。进入80年代,微型计算机崛起,使机器视觉检测设备开始深入各领域,应用步入细分化。本文详细叙述了机器视觉检测设备各部分组成及工作原理。机器视觉系统组成:从机器视觉系统字面意思就可看出主要分为三部分:机器、视觉和系统。机器负责机械的运动和控制;视觉通过照明光源、工业镜头、工业相机、图像采集卡等来实现;系统主要是指软件,也可理解为整套的机器视觉设备。机器视觉检测设备主要包括:光源、镜头、工业相机、图像采集卡。浙江铝材机器视觉检测设备报价
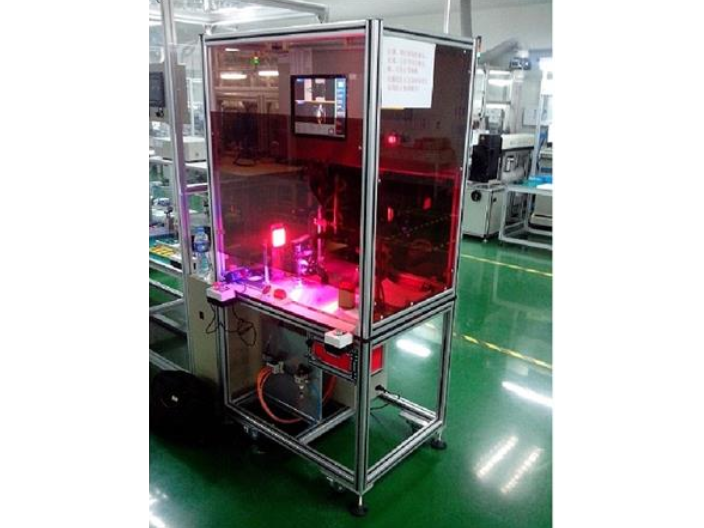
机器视觉检测设备
随着光学筛选机行业的发展,拥现了大量的设备供应商。由于厂商的资质参差不齐,所以买方在考察供应商的资质之前应做好一些相应的准备,以免花了大价钱却没有购到满意的设备。可从以下三点作为参考,为您购得满意的设备。光学影像筛选机运用的是可见物体视觉探测原理而形成,光学检验视觉检测设备的功用包含这几个项目:定位引导及自动装配、缺点检验、尺寸大小、物品所在位置、有无损伤等;视觉测量,即目标物体的几何形状测量;视觉识别,即认识物体的内容,如二维码,字符文字等。上海自动对准机器视觉检测设备报价机器视觉检测设备能够实现产品在线100%的检测,便于系统集成。

全自动机器视觉在线检测设备是用于检测粉末冶金件、精密陶瓷件、精密冲压件、电子元器件、汽车零部件等中大型尺寸工件的外观缺陷检测设备,常见工件如链轮、定子、转子、齿圈、离合器压盘、行星齿轮、阀座、圆盘等。该设备的突出特点是检测量程大,适合直径为50~300mm的多型号工件,一台设备可满足多种类工件的检测,以漏加工、识别字符、混料等检测需求为主;缺料自动报警功能及实时显示被测工件的外观缺陷及检测状态是该设备的又一大新增功能;此外,良好的扩展性及适应性,可以根据客户实际需求扩展至双工位或多工位相机检测。
具体视觉检测需对应需求:1、电子元器件检测:电容、电阻等的尺寸测量,PIN针偏移、变形、短缺等缺陷,印刷字符检测等;2、食品包装检测:食品包装的外观完整性检测、条码识别、密封性检测;饮料分拣与色选、液体检测,生产日期、保质期字符识别;灌装线上空瓶破损、洁净检测等。外观视觉检测设备检验对象是对成品的外观进行检验,对机器设定一定的检验程序,使之自动检验成品。检验条件为观察距离,能在30cm范围内看到外观问题未发现缺陌;观察角度为水平方向45°±15°;观察时间为按法线距离和角度要求扫描整个检测面5秒规定;光强:在自然光或60W-100W荧照明条件下(距光源50cm)检查。机器视觉检测设备能够帮助提高用户对制造商产品的信心,并且增加销售量。

机器视觉软件是机器视觉系统中自动化处理的关键部件,按照具体应用需求,对软件包进行二次开发,可自动完成对图像采集、显示、存储和处理。通过前期传送给的图像处理软件,按照像素分布和亮度、颜色等信息,转酿成数字化信号;机器视觉软件再对这些信号进行各种运算来抽取目标的特征,进而按照判别的结果来控制现场的设备动作。机器视觉软件主要以两种典型的形式出售,一种是完整的视觉工具集,另一种是用于特定任务的工具应用。工厂可根据自己的具体需求选择工具,同时也要考虑到软件运行的稳定性、操作的难易度等问题。需求决产品,只有满足需求的产品才有生存的空间,这是不变的规律,机器视觉检测设备也是如此。浙江铝材机器视觉检测设备报价
相比国际机器视觉检测设备厂商,本土厂商具备本地化服务便利。浙江铝材机器视觉检测设备报价
面临人力成本增高、生产效率低下、利润空间缩小、创新思路转变缓慢、前景不明朗等难题,行业急需寻找新的增长引擎。 尽管机器视觉行业发展存在有三大驱动因素,一是应用需求空间广,二是成本节约推动,三是技术驱动。目前全球用户对视觉技术的飞速发展还缺乏匹配认知,行业发展必然面临挑战。当前来看,机器视觉产品在中国市场应用的主要障碍有:预算限制、不易使用、工程实施资源限制、操作人员的接受程度、视觉技术的了解、相对于其他自动化项目的优先级别不够高。浙江铝材机器视觉检测设备报价
杭州诺荣测控技术有限公司属于机械及行业设备的高新企业,技术力量雄厚。是一家有限责任公司(自然)企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛好评。公司业务涵盖气密性检漏仪器和设备,综合性能测试设备,机器视觉检测设备,自动化组装测试设备,价格合理,品质有保证,深受广大客户的欢迎。杭州诺荣测控以创造***产品及服务的理念,打造高指标的服务,引导行业的发展。

食品包装行业中的视觉检测:安全与卫生的守护者在食品包装行业,视觉检测设备成为了确保产品安全与卫生的关键工具。它们通过捕捉食品包装的高清图像,利用图像识别技术,能够实时监测包装上的标签信息、生产日期、保质期等关键信息,确保每一包食品都符合法规要求。同时,视觉检测设备还能检测出包装上的破损、污染、异物等缺陷,有效避免了不合格产品流入市场,保障了消费者的健康权益。特别是在自动化包装生产线上,视觉检测设备的引入**提高了检测效率,减少了人工干预,降低了人为错误的风险。通过实时监测和反馈,视觉检测设备还能够指导生产线及时调整包装工艺,优化生产流程,确保食品包装的一致性和稳定性。这种智能化的检测方式,不*...
- 海南晶圆机器视觉检测设备直销 2026-05-12
- 河北人工智能机器视觉检测设备生产 2026-05-11
- 厦门不锈钢机器视觉检测设备生产 2026-05-11
- 上海手机配件机器视觉检测设备销售商 2026-05-11
- 辽宁形位公差机器视觉检测设备销售商 2026-05-11
- 重庆机器视觉检测设备好不好 2026-04-29
- 江苏印刷质量机器视觉检测设备生产 2026-04-29
- 重庆五金机器视觉检测设备出厂价 2026-04-29
- 外观机器视觉检测设备销售商 2026-04-28
- 青岛自动对准机器视觉检测设备直供 2026-04-27



- 北京机器视觉检测设备好不好 2026-02-04
- 江苏ccd机器视觉检测设备企业 2026-02-04
- 宁波深度学习机器视觉检测设备厂家 2026-02-04
- 浙江视像机器视觉检测设备价格 2026-02-03
- 江苏人工智能机器视觉检测设备生产 2026-02-03
- 山东汽车配件机器视觉检测设备报价 2026-02-03





- 等离子刀氦检设备报价 06-28
- 氦检设备供应 06-28
- 浙江智能氦检设备生产厂家 06-28
- 浙江智能氦检设备价格 06-27
- 国内氦检设备解决方案 06-27
- 氦检设备批发 06-27
- 国内氦检设备销售商 06-26
- 氦检设备解决方案 06-26
- 购买氦检设备 06-26
- 穿刺器氦检设备批发 06-25