电泳生产线与电镀生产线的区别 对比项 电泳生产线 电镀生产线 原理 ...
电镀设备基本参数
- 品牌
- 志成达
- 型号
- 志成达
- 基材
- PVC
电镀设备企业商机
小型电镀设备是一种专为小规模生产、定制化需求或实验研发设计的紧凑型电镀装置。与传统大型电镀生产线相比,它体积小、操作灵活,兼具高效性与经济性,尤其适合中小企业、实验室、工作室或个性化产品加工场景:
1. 特点体积小巧:占地面积通常为2-5平方米,可轻松适配车间角落或实验室环境。
模块化设计:支持快速更换镀槽、电源和过滤系统,兼容镀金、镀银、镀镍、镀锌等多种工艺。
操作简便:采用一键式参数设置(如电流、时间、温度),无需复杂培训即可上手。
低能耗运行:小容量槽液设计减少化学试剂消耗,搭配节能电源,降低综合成本。
2. 典型应用场景小批量生产:如首饰加工、手表配件、工艺品等个性化订单的镀层处理。
研发测试:新材料(如钛合金、塑料电镀)的工艺验证,或镀液配方优化实验。
维修翻新:汽车零部件、电子元器件的局部修复电镀,避免大规模返工。
教育领域:高校或职业院校用于电镀原理教学与实操培训。
3. 优势低成本投入 电镀废水的重金属回收设备采用离子交换树脂,高效吸附镍、铜离子,实现资源循环利用。深圳医疗器材电镀设备

被动元器件在电镀设备行业的发展趋势
1.高精度与自动化:
引入AI视觉检测,实时监控镀层均匀性,自动调整工艺参数。
电镀设备与前后道工序(如激光调阻、包封)集成,形成全自动产线。
2.绿色电镀技术:
推广无氰电镀、低COD(化学需氧量)镀液,减少废水处理成本。
开发脉冲电镀技术,降低金属消耗量(节约30%以上)。
3.新型镀层材料:
纳米复合镀层(如Ni-PTFE)提升耐磨性,适用于高频电感。
低温电镀工艺适配柔性基板(如可穿戴设备用薄膜电容)。 新能源电镀设备运输价纳米镀层设备通过超声搅拌与脉冲电源结合,制备微米级致密镀层,满足航空航天部件的超高防腐需求。

阳极氧化线的特点
1.膜层与基体一体化:氧化膜为金属自身氧化物,结合力远超电镀或喷涂的外来涂层,不易脱落。
2.功能可定制化:
防腐:致密膜层隔绝腐蚀介质,铝阳极氧化膜耐盐雾可达 500 小时以上。
耐磨:硬质阳极氧化膜(厚度 50~200μm)硬度接近陶瓷,适用于活塞、齿轮等机械部件。
装饰:通过染色或电解着色实现多样化外观(如手机壳、建筑铝型材)。
绝缘 / 散热:高电阻率膜层用于电器绝缘,多孔结构可提升散热效率(如 LED 灯具)。
3.环保特性:传统铬酸工艺含重金属,需配套废水处理;现代主流为硫酸阳极氧化 + 无铬封孔,环保性提升。4.材料适应性:主要针对铝、镁、钛等轻金属,钢铁等材料因氧化膜疏松少用。
全自动磷化线
一种用于金属表面处理的自动化生产线,通过化学磷化工艺在金属表面形成一层磷酸盐转化膜,以提升金属的耐腐蚀性、涂装附着力和润滑性能
一、基本概念
1.磷化(Phosphating)是一种化学表面处理技术,利用磷酸盐溶液与金属(如钢铁、锌、铝等)发生反应,生成一层致密的磷酸盐晶体膜(如磷酸铁、磷酸锌)
功能:防锈、增强涂层附着力、减少摩擦、延长金属寿命
2.全自动磷化线通过自动化设备实现磷化工艺全流程无人化操作,覆盖预处理、磷化、后处理等环节。
二、组成
1.预处理单元
脱脂槽:去除金属表面油污
酸洗槽:氧化皮和锈迹
水洗槽:冲洗残留化学药剂
2.磷化处理单元
磷化槽:主反应区,金属浸泡或喷淋磷化液,生成转化膜
温度与浓度控制:通过传感器和自动加药系统维持工艺参数稳定
3.后处理单元
封闭/钝化槽:增强磷化膜耐腐蚀性
烘干系统:热风或红外烘干,避免水痕残留
4.自动化系统
输送装置:传送带、机械臂或悬挂链,精细控制工件移动
PLC控制:集成温控、液位监测、流程时序管理
数据监控:实时记录工艺参数,支持远程操作与故障诊断
三、工作流程
上料 → 脱脂 → 水洗 → 酸洗 → 水洗 → 表调(调整表面活性)→ 磷化 → 水洗 → 钝化 → 烘干 → 下料。
悬挂传输设备以链条或龙门架为载体,实现工件在各槽体间自动转移,减少人工干预并提高生产节奏。

电镀设备是通过电解反应在物体表面沉积金属层的装置,用于形成保护性或功能性涂层。
其系统包括:
电解电源:提供0-24V直流电,电流可达数千安培,适配不同镀种需求;
电解槽:耐腐蚀材质(如PP/PVDF),双层防漏设计,容积0.5-10m³;
电极系统:阳极采用可溶性金属或不溶性钛篮,阴极挂具定制设计,确保接触电阻<0.1Ω;
控制系统:精细温控(±1℃)、pH监测(±0.1)及镀层厚度管理。
设备分类:
挂镀线:精密件加工,厚度均匀性±5%;
滚镀系统:小件批量处理,效率3-8㎡/h;
连续电镀线:带材/线材高速生产,产能达30㎡/h;
选择性电镀:数控喷射,局部镀层精度±3%。 槽体设备采用 PVC、PP 等耐酸碱材料,根据电解液特性定制,有效抵御盐酸、铬酸等药液腐蚀。国产电镀设备配件
温控设备集成加热管与冷水机,准确调节镀液温度(如镀硬铬需 50-60℃),确保电化学反映在好的区间进行。深圳医疗器材电镀设备
滚镀机的工作原理
将小工件装入带孔的滚筒(聚氯乙烯或不锈钢材质),滚筒浸入电解液后缓慢旋转(5~15 转 / 分钟),通过滚筒壁的孔洞使电解液流通,同时工件在滚筒内翻滚,确保镀层均匀附着。
优势:
高效率:单次可处理数千件小工件,产能远超挂镀(适合单件或少量)。
低成本:减少人工挂卸成本,滚筒导电杆统一通电,能耗相对较低。
均匀性:工件在滚筒内动态接触电解液,避免屏蔽效应(挂镀中工件相互遮挡导致镀层不均)。
与生产线其他环节的配合
前处理:需先通过除油、酸洗去除工件表面油污和氧化皮,否则影响镀层结合力(滚镀机不具备前处理功能,依赖生产线前段设备)。
后处理:滚镀完成后,工件随滚筒吊出,进入水洗槽、钝化槽或封闭槽(如镀锌后的蓝白钝化),终干燥(生产线后段设备完成)。
自动化控制:滚镀机的转速、电镀时间、电流电压等参数由生产线 PLC 系统统一控制,与传输装置(如行车)联动,实现 “上料→前处理→滚镀→后处理→下料” 全流程自动化。 深圳医疗器材电镀设备
与电镀设备相关的文章

微弧氧化电镀设备周边产业
- 重庆电镀设备产业 2026-01-17
- 海南全自动电镀设备 2026-01-14
- 滚镀电镀设备价格 2025-12-25
- 小型电镀设备生产过程 2025-11-11
- 脉冲电镀设备运输价 2025-11-11
- 浙江国产电镀设备 2025-11-11
- 滚镀电镀设备周边产业 2025-11-10
- 湖北随州挂镀电镀设备 2025-11-10
- 江西电镀设备产业 2025-11-09
- 四川电镀设备供应商家 2025-11-09
- 挂镀电镀设备价格 2025-11-09
- 防爆型电镀设备 2025-11-09
与电镀设备相关的产品



与电镀设备相关的新闻
-
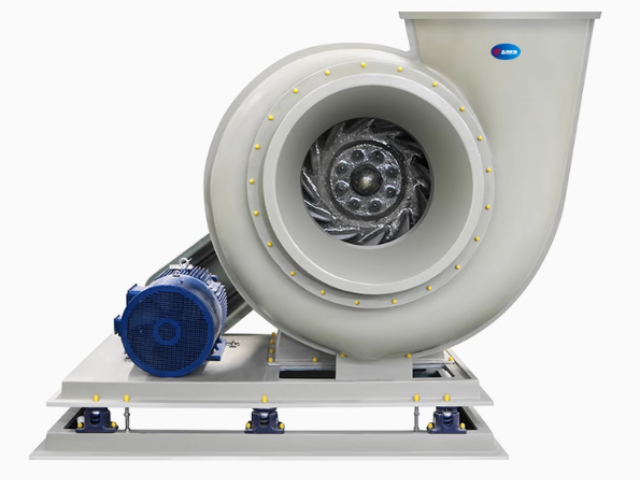
湖北龙门电镀设备 2025-11-06 02:08:05玻璃钢离心风机是采用玻璃纤维增强塑料(FRP)制造的离心式通风设备,由玻璃钢叶轮、机壳及金属支架构成。工作时电机驱动叶轮高速旋转,通过离心力将气体甩出机壳,叶轮中心形成负压持续吸入气体,实现高效输送。其特点包括:1. 耐酸碱盐腐蚀,适用于化工、污水处理等腐蚀性环境;2. 重量轻强度高,便于运输安装且...
-
广西挂镀电镀设备 2025-11-06 00:20:07电镀设备是通过电解反应在物体表面沉积金属层的装置,用于形成保护性或功能性涂层。 其系统包括: 电解电源:提供0-24V直流电,电流可达数千安培,适配不同镀种需求; 电解槽:耐腐蚀材质(如PP/PVDF),双层防漏设计,容积0.5-10m³; 电极系统:阳极采用可溶性金属或...
-
微型电镀设备生产线 2025-11-06 05:08:47电镀滚镀机与电镀生产线的关系对比:滚镀机 vs 其他电镀设备(在生产线中的差异) 对比项 滚镀机 挂镀设备 ...
-
重庆防爆型电镀设备 2025-11-06 03:08:56电泳生产线是一种基于电泳涂装技术(Electrophoretic Deposition, EPD)的自动化生产线,主要用于在工件表面均匀涂覆一层涂料(通常为水性漆),形成具有防腐、装饰或功能性的涂层。 其原理: 利用电场作用,使带电的涂料粒子定向迁移并沉积在工件表面,是现代工业中常用...
与电镀设备相关的问题
与电镀设备相关的标签
新闻资讯
产品推荐
-

船用整流机型号
2026-01-09 -

电镀镀镍使用高稳定性冷水机
2026-01-09 -
电镀重金属废水冷却净化冷水机性能
2026-01-09 -

电泳整流机应用
2026-01-09 -
广东整流机设备厂家
2026-01-08 -

连续电镀生产线冷水机
2026-01-08 -

光伏整流机
2026-01-08 -

智能冷水机维修
2026-01-08 -
焊接整流机厂家电话
2026-01-08