
在购买轴件的时候,很多人都遇到过这样的问题:1、轴件的质量和之前看到的描述不符,没用多久就出现了质量问题,像是破碎、破裂、破损、裂纹、裂缝、变形等情况,但是这个时候已经银货两讫,再想退换货不仅非常麻烦,很多时候厂家根本都不会理你,走法律途径也需要不短的准备时间,耽误工期不说,还会给我们带来非常大的经济损失;2、签订合同之后,合作的厂家迟迟不肯发货,因为对方的产能并没有他描述的那样充足,等了又等,还是拿不到货,你一遍一遍的催,对面一遍一遍的推,你忍无可忍,却还会像***条一样,即便走法律途径,工期仍然会被延误,损失比较大的人还是你自己;LCD 输送轴对显示器产品质量有何影响?杭州组装LCD输送轴结构
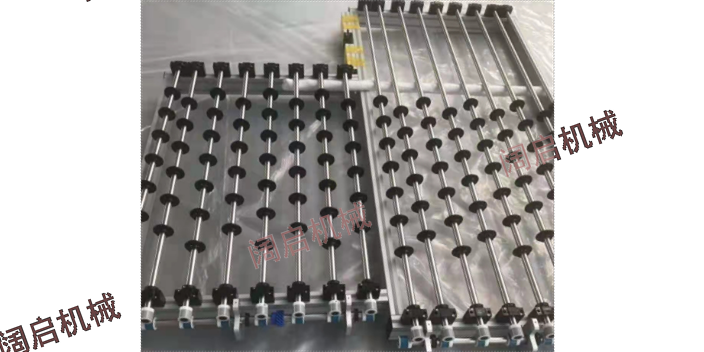
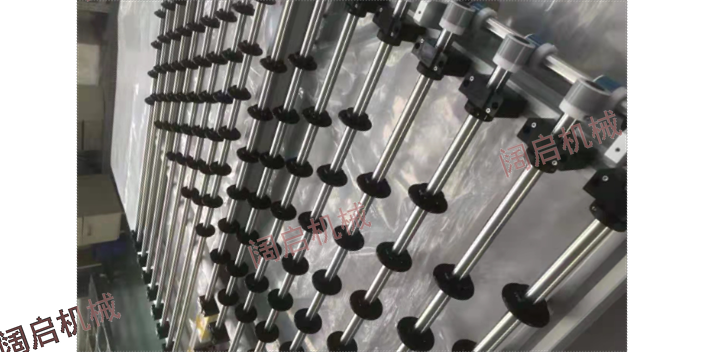
LCD输送轴
中小尺寸应用趋势2021年:随着***的缓解,车载显示面板和智能手表显示面板的需求恢复。2021年,具有健康监测等功能的智能手表显示面板的需求增加。由于在家工作的趋势和IT接入的增加,即使在****之后,对平板电脑、电子阅读器和多功能打印机(MFP)等居家应用也有持续需求。
2022年展望:当***解除后,户外使用的应用预计将重新获得需求。智能手表的需求预计将重新加速,以支持行走和追踪监测。尽管2021年数码相机(DSC)显示面板的需求略有增加,但其前景仍不确定,因为2022年出国旅行仍将受到限制,从而游客的需求也将受限。 合肥工程LCD输送轴设备制造LCD输送轴的作用是什么?
不锈钢细长轴在加工过程中容易出现哪些问题?当工件长度跟直径直比大于20~25倍(L/d>20~25)时,称为细长轴。由于细长轴本身刚性差(L/d值愈大,刚性愈差),在车削过程中会出现以下问题:1、工件受切削力、自重和旋转时离心力的作用,会产生弯曲、振动,严重影响其圆柱度和表面粗糙度。2、在切削过程中,工件受热伸长产生弯曲变形,;车削就很难进行,严重时会使工件在前列间卡住。因此,车细长轴是一种难度较大的加工工艺。虽然车细长轴的难度较大,但它也有一定的规律性,主要抓住中心架和跟刀架的使用、解决工件热变形伸长以及合理选择车刀几何形状等三个关键技术,问题就迎刃而解了。(上海阔启机械竭诚与您合作与您共同助力中国制造)
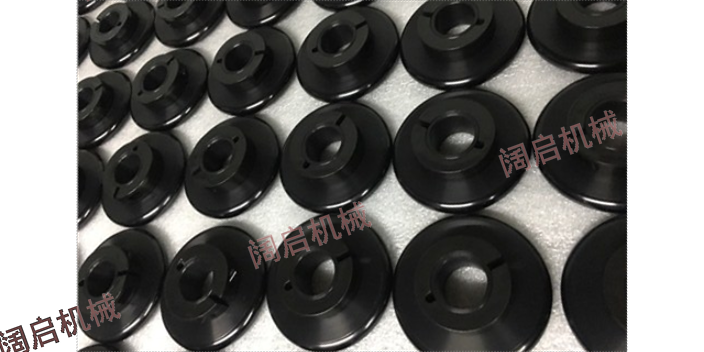
怎样选择合适的装夹方法来提高不锈钢细长轴的加工精度?1)双前列装夹法。采用双前列装夹,工件定位准确,容易保证同轴度。但用该方法装夹细长轴,其刚性较差,细长轴弯曲变形较大,而且容易产生振动。因此只适宜于长径比不大、加工余量较小、同轴度要求较高、多台阶轴类零件的加工。2)一夹一顶的装夹法。在该装夹方式中,如果前列顶得太紧,除了可能将细长轴顶弯外,还能阻碍车削时细长轴的受热伸长,导致细长轴受到轴向挤压而产生弯曲变形。另外卡爪夹紧面与前列孔可能不同轴,装夹后会产生过定位,也能导致细长轴产生弯曲变形。因此采用一夹一顶装夹方式时,前列应采用弹性活前列,使细长轴受热后可以自由伸长,减少其受热弯曲变形;同时可在卡爪与细长轴之间垫入一个开口钢丝圈,以减少卡爪与细长轴的轴向接触长度,消除安装时的过定位,减少弯曲变形。(上海阔启机械竭诚与您合作与您共同助力中国制造)导电高分子聚乙烯,表面为黑色,具抗静电特性。

说到齿轮,大家眼前浮现的***幅画面是怎样的?是上个世纪流行的摆钟内部的齿轮结构?是大型机械设备内部的齿轮构件?是海报中常用的轮廓素材模板?还是许多电影片头片尾的当中出现的旋转、传动的画面?提到齿轮,我们似乎很容易想起一些由它本身作用所衍生出来意象或象征意义,在某种境况下,齿轮这个词的语义似乎与螺丝钉是相通的,都**着大型群体当中不可缺少、勤恳坚定的一部分。上海阔启机械有限公司是一家专业生产UPE滚轮与不锈轴件的公司。公司共有三个板块业务,***部分是专业针对液晶输送设备上面的UPE滚轮生产;第二部分是生产不锈钢空心轴(包括实心轴)。第三部分是精密零件加工与制造。现有职工40余人,专业技术人员30多人,拥有数控加工设备,车、铣、磨线切割、等先进设备二十多台,加工车间、装配车间等现代化的生产设备,具备了雄厚的研发和生产能力。什么液晶面板输送轴组大多使用磁力轮传动?合肥工程LCD输送轴设备制造
LCD滚轮、轴承座、磁力轮(磁齿轮)、齿轮等部件组成。杭州组装LCD输送轴结构
怎样通过选择刀具角度,减小车削细长轴产生的弯曲变形?车削时产生的切削力越小越好,而在刀具的几何角度中,前角、主偏角和刃倾角对切削力的影响比较大。细长轴车刀必须保证如下要求:切削力小,减少径向分力,切削温度低,刀刃锋利,排屑流畅,刀具寿命长。从车削钢料时得知:当前角γ0增加10°,径向分力Fr可以减少30%;主偏角Kr增大10°,径向分力Fr可以减少10%以上;刃倾角λs取负值时,径向分力Fr也有所减少。主偏角(Kr)车刀主偏角Kr是影响径向力的主要因素,其大小影响着3个切削分力的大小和比例关系。随着主偏角的增大,径向切削力明显减小,在不影响刀具强度的情况下应尽量增大主偏角。主偏角Kr=90°(装刀时装成85°~88°),配磨副偏角Kr'=8°~100°,刀尖圆弧半径γS=0.15~0.2mm,有利于减少径向分力。杭州组装LCD输送轴结构

怎样选择合适的装夹方法来提高不锈钢细长轴的加工精度?1)双前列装夹法。采用双前列装夹,工件定位准确,容易保证同轴度。但用该方法装夹细长轴,其刚性较差,细长轴弯曲变形较大,而且容易产生振动。因此只适宜于长径比不大、加工余量较小、同轴度要求较高、多台阶轴类零件的加工。2)一夹一顶的装夹法。在该装夹方式中,如果前列顶得太紧,除了可能将细长轴顶弯外,还能阻碍车削时细长轴的受热伸长,导致细长轴受到轴向挤压而产生弯曲变形。另外卡爪夹紧面与前列孔可能不同轴,装夹后会产生过定位,也能导致细长轴产生弯曲变形。因此采用一夹一顶装夹方式时,前列应采用弹性活前列,使细长轴受热后可以自由伸长,减少其受热弯曲变形;同时可...
- 杭州品质LCD输送轴公司 2024-09-27
- 常州自动化LCD输送轴厂家 2024-09-27
- 杭州自动化LCD输送轴报价 2024-09-26
- 昆山组装LCD输送轴型号 2024-09-26
- 南京工程LCD输送轴制作厂家 2024-09-25
- 广州专业LCD输送轴 2024-09-25
- 杭州品质LCD输送轴 2024-09-24
- 常州品质LCD输送轴解决方案 2024-09-24
- 南京代工LCD输送轴解决方案 2024-09-23
- 工程LCD输送轴厂家 2024-09-23

- LCD输送轴制作厂家 2024-09-20
- 昆山通用LCD输送轴供应商 2024-09-20
- 代工LCD输送轴结构 2024-09-19
- 南京专业LCD输送轴结构 2024-09-19
- 苏州加工LCD输送轴 2024-09-18
- 加工LCD输送轴源头工厂 2024-09-18




- 南京工程LCD输送轴制作厂家 09-25
- 广州专业LCD输送轴 09-25
- 杭州品质LCD输送轴 09-24
- 常州品质LCD输送轴解决方案 09-24
- 南京代工LCD输送轴解决方案 09-23
- 工程LCD输送轴厂家 09-23
- 上海组装LCD输送轴源头工厂 09-22
- 苏州自动化LCD输送轴结构 09-22
- 通用LCD输送轴设备制造 09-21
- 南京通用LCD输送轴方案设计 09-21