
在批量作业效率上,设备匹配汽车行业产能需求:通过与汽车生产线 MES 系统联动,实现铸件自动上料(对接机械臂)、清理、下料的无缝衔接,单台设备日均处理汽车大型铸件 80-120 台套,较人工(日均 15-20 台套)效率提升 5-6 倍;针对车架纵梁的批量焊接飞边清理,设备采用双工位交替作业设计,一...
大型铸件去毛刺设备基本参数
- 品牌
- ABB,发那科,库卡,新时达
- 型号
- LXD-KR210-R2700-S-1A-1-7Q-D
- 电压
- 380
- 加工定制
- 是
- 外形尺寸
- 4000*3500*3500
- 重量
- 10000
- 用途
- 去毛刺
- 产地
- 广东
- 厂家
- 广东利迅达机器人系统股份有限公司
大型铸件去毛刺设备企业商机
加工轨迹与环境异常预警则保障流程连贯性:通过激光传感器实时比对实际清理路径与 3D 规划路径,若发动机缸体深腔喷嘴偏移 0.2mm 以上,立即触发 “轨迹偏差” 预警并自动校准;闭环水循环系统的流量传感器发现回用率低于 85% 时,同步推送 “滤芯堵塞” 预警与更换指引,避免污水污染铝合金铸件表面。所有预警信息均同步至车间 MES 系统,标注异常铸件编号与处理优先级,响应时间≤3 秒,较人工排查效率提升 10 倍以上,有效减少批量返工损失,保障日均 80-120 台套铸件的稳定产出。大型铸件去毛刺设备的监控系统,可记录运行数据。浙江销售大型铸件去毛刺设备常用知识
大型铸件去毛刺设备
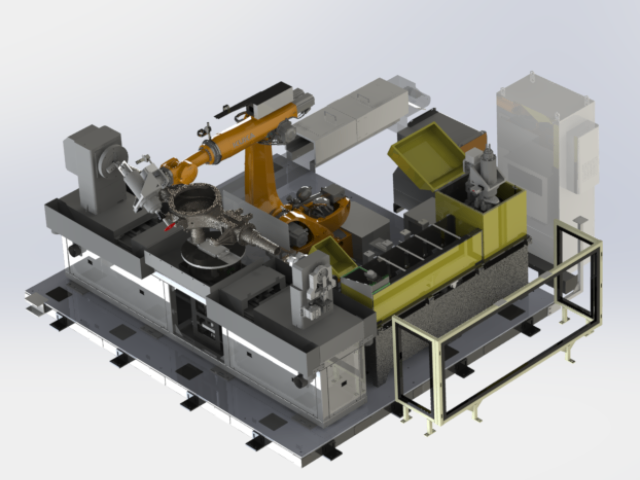
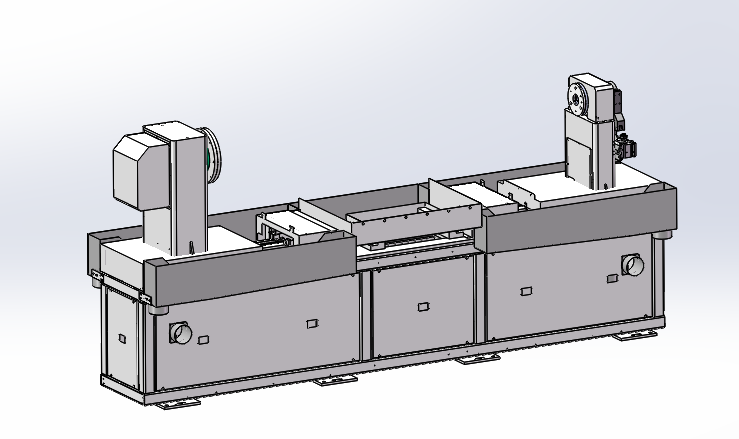
汽车行业大型铸件(如排量 2.0-3.0L 的发动机缸体、6-8AT 变速箱壳体、长度 3-5 米的车架纵梁)具有结构精密(含深腔油道、轴承孔)、材质多样(铝合金、灰铸铁)、批量生产需求高的特点,大型铸件去毛刺设备通过功能定制,服务其加工流程。在铸件特性适配层面,设备针对汽车铸件痛点优化:针对发动机缸体(深腔深度 80-120mm、油道孔径 8-15mm)的窄缝毛刺,设备配备直径 5mm 的细长柔性高压水喷嘴,结合 3D 扫描生成的油道模型,自动规划弯曲清理路径,可深入油道内部去除毛刺,避免人工无法触及的堵塞隐患;处理车架纵梁(厚度 10-15mm)的焊接飞边(高度 3-8mm)时,切换至数控打磨模块,采用弧形磨头贴合纵梁焊接面,打磨压力控制在 30-40N,避免损伤纵梁本体结构。同时,设备龙门架横向跨度覆盖 5-8 米,可适配不同轴距的车架纵梁;快换式夹具支持 8 分钟内完成 “发动机缸体夹具” 到 “变速箱壳体夹具” 的切换,满足汽车行业多车型铸件交替加工需求。河北工业大型铸件去毛刺设备定义大型铸件去毛刺设备的智能功能实现去毛刺。
多场景适配的高效性更避免重复投入:面对挖掘机动臂(钢材质深腔)、起重机转台(球墨铸铁曲面)、钢 - 铝复合壳体(多材质拼接)三类不同铸件,设备无需更换主体结构,15 分钟内即可完成夹具与参数切换,较传统 “一台设备对应一类铸件” 的模式(换设备需 2-3 小时),换型效率提升 8 倍;且处理复杂部位(如复合壳体钢 - 铝交界毛刺)时,无需额外工序,同步完成两种材质毛刺清理,较人工分两次操作(需 4 小时),耗时减少 60%。此外,设备一次清理合格率达 99.2%,彻底避免人工清理的 2-3 次返工(每次返工需 2 小时),进一步节省无效耗时,保障去毛刺任务高效落地。
针对不同结构铸件的精度痛点,监控系统定制化适配:处理深度 2 米的发动机缸体(深腔类)时,3D 视觉传感器实时扫描内腔轮廓,与预设模型比对,若发现喷嘴路径偏移 0.2mm 以上,立即校准运动轨迹,避免腔壁毛刺残留;处理曲率半径 2 米的起重机吊钩(异形曲面)时,位移传感器同步监测激光头摆动角度(±30° 范围内误差≤0.5°),确保曲面各区域毛刺去除均匀,表面粗糙度稳定控制在 Ra≤1.6μm。系统还构建精度反馈闭环:每完成 1 个区域清理,视觉检测模块立即采集表面数据,与该规格铸件的精度阈值(如轧机牌坊平板类铸件 Ra≤3.2μm)比对,若检测到局部粗糙度超标(如 Ra=4.0μm),自动调取参数库调整打磨转速(从 1500r/min 升至 1800r/min),二次清理直至达标。这种全流程智能监控,使不同规格铸件的去毛刺一次合格率稳定在 99% 以上,尺寸误差控制在 0.1mm 内,彻底避免人工清理的精度波动问题,保障重型机械、风电等领域铸件的装配适配性。大型铸件去毛刺设备搭载智能化监控系统实时监控。
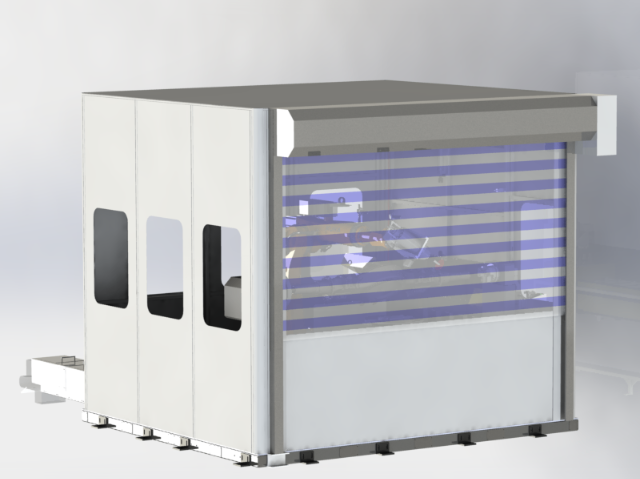
大型铸件去毛刺设备作为重工业生产的关键辅助设备,凭借针对性设计实现对大型铸件表面毛刺的高效去除。这类设备首先具备很强适配性,针对大型铸件体积大、重量重(通常达数吨至数十吨)、外形复杂的特点,采用可升降龙门式架构或移动式作业平台,配合可调节夹持装置,能稳定固定不同规格的铸件,避免作业中工件移位影响除刺效率,同时覆盖铸件表面各个角落,解决人工难以触及的盲区问题。设备融合多维度清理手段:高压水射流系统可利用 300-800MPa 高压水流,快速冲蚀铸件表面的浇冒口毛刺与飞边,每秒处理面积可达 0.5-1.2㎡;数控砂轮打磨模块则通过伺服电机控制打磨力度与转速,针对顽固毛刺进行精细研磨,误差控制在 0.1mm 以内;部分设备还集成激光清洗功能,利用高能激光束瞬间汽化微小毛刺,无机械磨损且不损伤铸件本体。大型铸件去毛刺设备的环保工艺,助力企业绿色生产。河北国内大型铸件去毛刺设备性能
大型铸件去毛刺设备解决大型铸件去毛刺难题。浙江销售大型铸件去毛刺设备常用知识
大型铸件去毛刺设备的低损伤工艺,针对风电轮毂(直径 3-6 米,曲面轮廓度要求≤0.1mm)、塔筒法兰(密封面 Ra≤1.6μm)、主轴箱体(深腔尺寸公差 ±0.05mm)等高精度需求场景,在去除毛刺的同时杜绝精度损耗。工艺适配层面,针对不同精度敏感部位定制清理方案:处理风电轮毂异形曲面时,采用激光清洗模块(能量密度控制在 0.5-1J/cm²),激光束只作用于 0.02-0.5mm 的微小毛刺,热影响区深度≤0.01mm,避免高温导致曲面变形,保障轮廓度达标;清理塔筒法兰密封面时,启用柔性磨头(弹性聚氨酯材质)配合 50N 以下的自适应压力,打磨轨迹贴合密封面平面度要求,防止磨头压力不均造成的局部凹陷,确保密封面平整度误差≤0.03mm;对于主轴箱体深腔(深度 2-3 米,孔径公差 ±0.05mm),采用低压高压水射流(压力 300-400MPa)+ 细长柔性喷嘴,水流冲蚀腔壁毛刺,不冲击腔壁本体,避免孔径扩大或内壁划伤。浙江销售大型铸件去毛刺设备常用知识
广东利迅达机器人系统股份有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**广东利迅达机器人系统股份供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
与大型铸件去毛刺设备相关的文章

浙江多功能大型铸件去毛刺设备供应商
- 辽宁个性化大型铸件去毛刺设备哪里有 2025-11-06
- 天津常见大型铸件去毛刺设备技术参数 2025-11-06
- 天津定制大型铸件去毛刺设备成交价 2025-11-06
- 河北附近大型铸件去毛刺设备电话 2025-11-06
- 中国台湾常见大型铸件去毛刺设备维保 2025-11-06
- 河北定制大型铸件去毛刺设备厂家电话 2025-11-06
- 河北直销大型铸件去毛刺设备市场 2025-11-06
- 辽宁销售大型铸件去毛刺设备作用 2025-11-06
- 辽宁加工大型铸件去毛刺设备五星服务 2025-11-05
- 天津附近大型铸件去毛刺设备供应商 2025-11-05
- 天津进口大型铸件去毛刺设备五星服务 2025-11-05
- 广东购买大型铸件去毛刺设备货源充足 2025-11-05
与大型铸件去毛刺设备相关的产品

与大型铸件去毛刺设备相关的新闻
-
福建附近哪里有大型铸件去毛刺设备工艺 2025-11-05 06:15:50在工艺模块的表面保护设计上,各模块针对材质特性定制方案:处理铝合金轻型工程机械壳体(表面硬度低、易留划痕)时,打磨模块采用硅胶包覆的柔性磨头,磨头硬度控制在邵氏 60-70A,配合≤30N 的自适应压力,避免磨头直接刚性接触导致的划痕,同时高压水射流选用扇形低压喷嘴(压力 300-400MPa),水...
-
河北附近大型铸件去毛刺设备诚信合作 2025-11-05 06:15:50大型铸件去毛刺设备的环保低损伤工艺,专为重型机械领域铸件(多为耐磨钢、球墨铸铁材质,需保障结构强度与表面精度)设计,在高效除刺的同时实现双重保护。环保工艺层面,设备构建全流程绿色作业体系:负压吸尘系统升级为分级过滤结构,针对去毛刺产生的金属碎屑(如动臂清理时的耐磨钢渣)回收率达 95% 以上,碎屑经...
-
江苏自动化大型铸件去毛刺设备批发厂家 2025-11-04 00:27:16大型铸件去毛刺设备的智能化系统,以 “全流程数字化管控” 为主要,从进程启动到结束全程把控,确保风电轮毂(直径 3-6 米)、塔筒法兰(厚度 80-150mm)等铸件的去毛刺进程稳定、高效。进程启动阶段,系统实现 “一键适配”:通过视觉识别模块自动扫描铸件型号与规格,10 秒内从内置的 200 + ...
-
河北定制大型铸件去毛刺设备市场 2025-11-04 02:15:48大型铸件去毛刺设备的环保工艺并非只局限于污染控制,更通过工艺设计与损伤防控的深度融合,从源头减少重型机械铸件损伤。针对铸件易因碎屑残留、化学腐蚀、热变形等产生的损伤问题,环保工艺构建了全流程防护体系。负压吸尘系统在实现 95% 以上金属碎屑回收的同时,可实时去除铸件表面及腔室(如挖掘机动臂的内部加强...
与大型铸件去毛刺设备相关的问题
与大型铸件去毛刺设备相关的标签
新闻资讯
产品推荐
-

广西通用全自动搬运与上下料机器人工作站产品介绍
2026-06-06 -
辽宁一体化智能刀具打磨机器人系统维保
2026-06-04 -

河北一体化全自动搬运与上下料机器人工作站维修
2026-06-04 -

工业全自动焊接机器人工作站生产厂家
2026-06-04 -
深圳一体化全自动焊接机器人工作站耗材
2026-06-02 -

山东自动化全自动焊接机器人工作站生产厂家
2026-06-02 -

辽宁全自动搬运与上下料机器人工作站耗材
2026-06-02 -
佛山一体化智能刀具打磨机器人系统保养
2026-06-01 -

山东直销全自动打磨机器人工作站
2026-06-01